







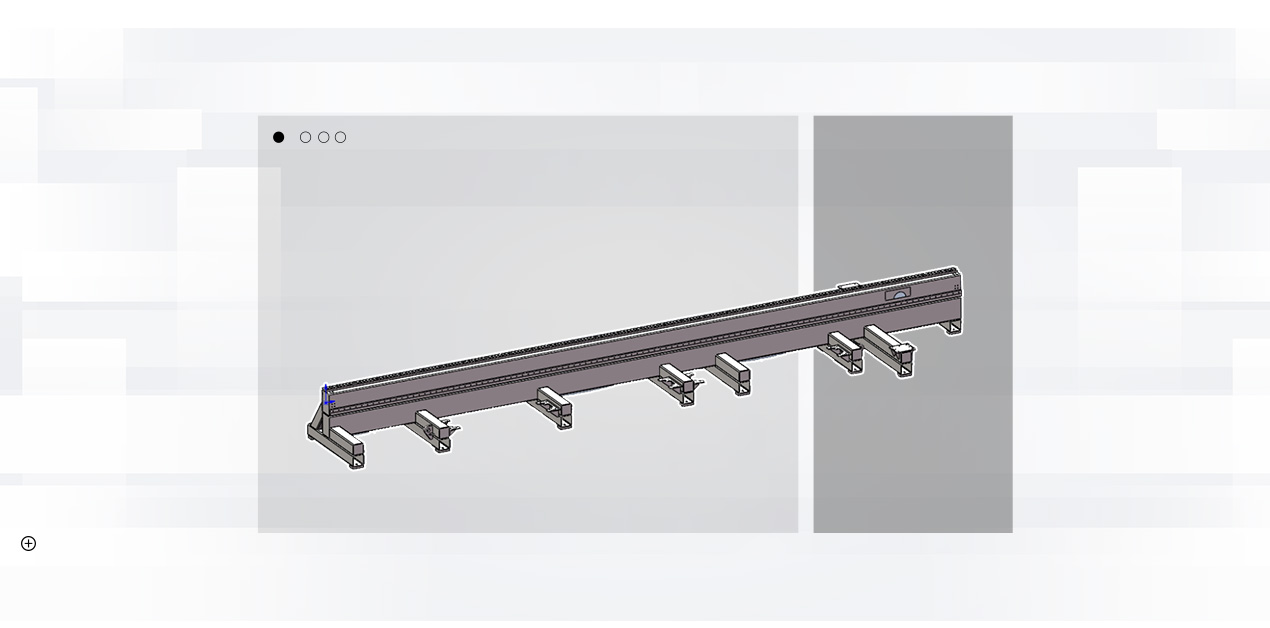
Капталга илинүүчү түзүлүш бир бөлүктөн турган ширетилген керебет
Керебет капталга илинүүчү түзүлүштү жана бир бөлүктөн турган ширетилген керебетти колдонот, ал ички чыңалууну жок кылуу үчүн күйгүзүлөт. Оддолгон иштетүүдөн кийин, иштетүүнү бүтүрүүдөн мурун вибрациялык картаюу жүргүзүлөт, ошону менен станоктун катуулугун жана туруктуулугун бир топ жакшыртат жана станоктун тактыгын камсыздайт. AC серво моторунун жетеги сандык башкаруу системасы менен башкарылат жана патрон мотор айдалгандан кийин Y багытында өз ара кыймылды ишке ашырат, тез кыймылдоону жана берүү кыймылын ишке ашырат. Y огу жана сызыктуу жетектөөчү рельс экөө тең жогорку тактыктагы буюмдардан жасалган, бул трансмиссиянын тактыгын натыйжалуу кепилдейт; жүрүштүн эки учундагы чектөөчү которгучтар башкарылат жана бир эле учурда катуу чектөөчү түзүлүш орнотулат, бул станоктун кыймылынын коопсуздугун натыйжалуу камсыз кылат; станок төмөнкү менен жабдылган: Автоматтык майлоочу түзүлүш кыймылдаган бөлүктөрдүн жакшы абалда иштешин камсыз кылуу үчүн керебеттин кыймылдаган бөлүктөрүнө үзгүлтүксүз майлоочу май кошот, бул жетектөөчү рельстердин, тиштүү дөңгөлөктөрдүн жана текчелердин кызмат мөөнөтүн жакшырта алат.
Алдыңкы берүү түзмөгү
Алдыңкы азыктандыруучу түзүлүш аба цилиндри менен башкарылуучу таяныч пластинасын камтыйт, ал кесилген түтүк узун болгондо түтүктү кармап турат жана анын салбырап кетишине жол бербейт.
Иштетилген бөлүк кесилип жатканда, көтөрүлгөн тирөөч цилиндр түтүктү кармап туруу үчүн тирөөч пластинаны кармап турат жана анын салбырап калышына жол бербейт. Иштетилген бөлүк кесилгенде, көтөрүлгөн тирөөч цилиндрлердин баары артка тартылып, иштетилген бөлүк бош пластинага түшүп, сактоочу жайга жылат. Цилиндрдин кыймылы система тарабынан автоматтык түрдө башкарылат.
Алдыңкы бөлүк ошондой эле кийинки түргө жана кол менен жөндөө түрүнө бөлүнөт.

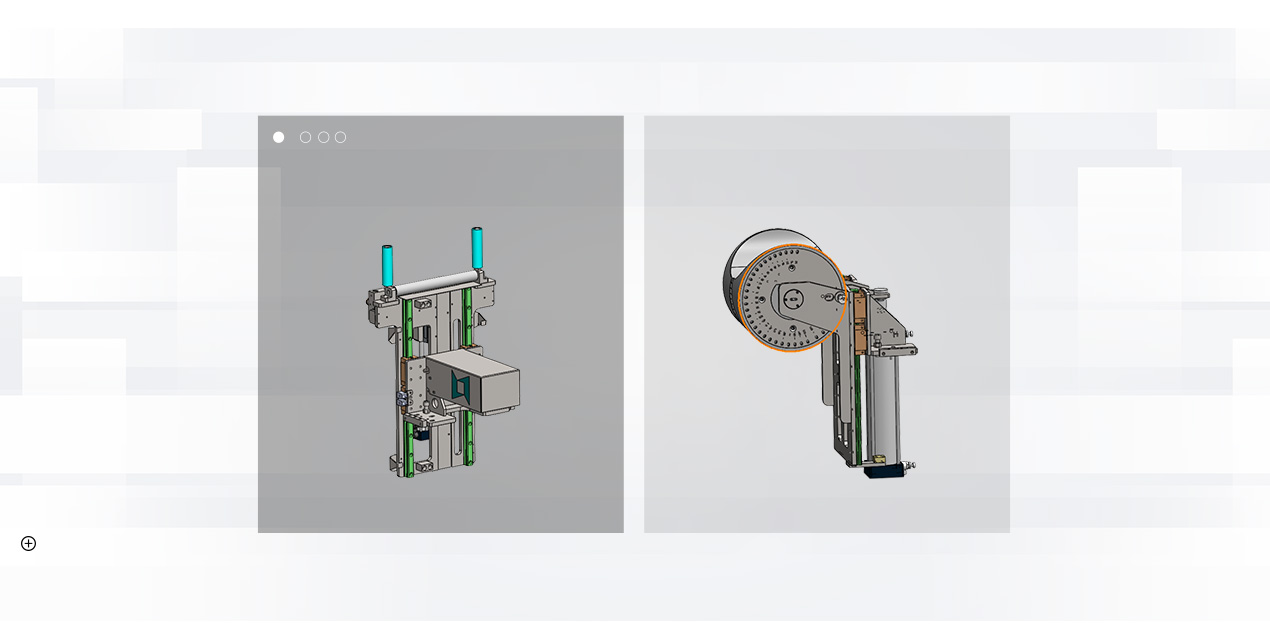
Колдоо механизмдери
Керебетке орнотулган 3 комплект колдоочу механизм бар жана алардын эки түрү бар:
1. Арткы тирөөч көз карандысыз серво мотор тарабынан өйдө-ылдый жылуу үчүн башкарылат, негизинен узун кесилген түтүктөрдүн (кичинекей диаметрдеги түтүктөр) ашыкча деформациясын колдоо үчүн. Арткы патрон тиешелүү абалга жылганда, жардамчы тирөөчтү болтурбоо үчүн түшүрүүгө болот.
2. Өзгөрүлмө диаметрдеги дөңгөлөктүн таянычы цилиндр менен көтөрүлүп жана түшүрүлөт, жана аны ар кандай өлчөмдөгү түтүктөрдү колдоо үчүн ар кандай масштабдагы абалдарга кол менен тууралоого болот.
Чак-парт
Патрон алдыңкы жана арткы эки пневматикалык толук такттуу патронго бөлүнөт, экөө тең Y багытында кыймылдай алат. Арткы патрон түтүктү кысуу жана берүү үчүн жооптуу, ал эми алдыңкы патрон материалдарды кысуу үчүн төшөктүн учуна орнотулган. Алдыңкы жана арткы патрондор синхрондуу айланууга жетүү үчүн тиешелүүлүгүнө жараша серво моторлор менен башкарылат.
Кош патрондордун муундуу кысуусунун астында кыска куйрук кесүү ишке ашырылышы мүмкүн, ал эми ооздун кыска куйругу 20-40 ммге жетиши мүмкүн, ал эми узун куйруктун кыска куйругун кесүүнү колдойт.
TN сериясындагы түтүк кесүүчү машина патронду жылдыруу жана качуу ыкмасын колдонот, ал ар дайым эки патрон менен кесүүнү ишке ашыра алат жана түтүктүн өтө узун жана туруксуз болушуна алып келбейт, ал эми тактыгы жетишсиз.

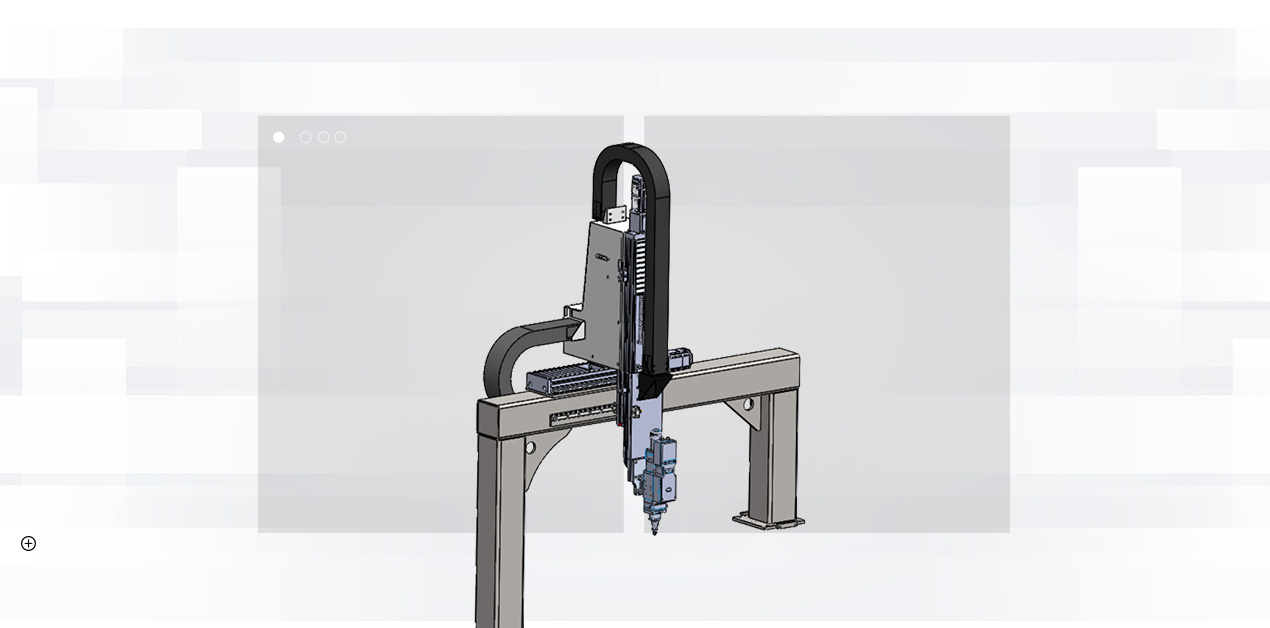
Ок-түзмөк
X огу түзүлүшүнүн туурасынан кеткен устун төрт бурчтуу түтүк менен болот плитанын айкалышы менен ширетилген порталдык түзүлүштү колдонот. Порталдык компонент төшөккө бекитилген, ал эми X огу серво мотор менен башкарылат, бул стеллажды жана пиньонду айландырып, жылма плитанын X багытындагы өз ара кыймылын ишке ашырат. Кыймыл процессинде чектөөчү которгуч системанын коопсуз иштешин камсыз кылуу үчүн позицияны чектөө үчүн жүрүштү башкарат.
Ошол эле учурда, X/Z огу ички түзүлүштү коргоо жана жакшыраак коргоо жана чаңды кетирүү эффекттерине жетүү үчүн өзүнүн органдык капкагына ээ.
Z огу түзмөгү негизинен лазер башынын өйдө жана ылдый кыймылын ишке ашырат.
Z огу өзүнүн интерполяциялык кыймылын аткаруу үчүн CNC огу катары колдонулушу мүмкүн, ошол эле учурда аны X жана Y огу менен байланыштырса болот, ошондой эле ар кандай кырдаалдардын муктаждыктарын канааттандыруу үчүн андан кийинки башкарууга которулушу мүмкүн.
Металл түтүк була лазердик кесүүчү машина 62TN артыкчылыктары

-

TX124 2024 була лазердик кесүүчү машина алюминий үчүн ...
-

LX82TS 7% арзандатуу 1kw 1.5kw 3kw 4kw 6kw була ...
-

LX123TX Эң мыкты үч Чак оор жүк ташуучу була лазер...
-

LX3015E металл плитасы була лазер кескич менен Exc ...
-

LX62TN Жарым автоматтык азыктандыруу була лазердик металл ...
-

LX62TD 1-6KW Үнөмдүү түтүк кесүүчү машина P...











